A skateboard is a mystical object – to a lot of people it looks like magic that it stays under the feet when you jump with it. But even for skateboarders themselves, there are many myths surrounding the board. What is a quality characteristic? What does the price consist of? Where do the boards get produced? We have realized that there are some gaps in our knowledge, although the board is the central element of our passion. That’s why we asked an expert, Max Ritter from Quarter Distribution. They produce around 100k boards a year, which means they design the shapes and put the graphic on but the boards get pressed somewhere else. You see, we’re already fully in the topic.

Max Ritter
Skateboards for professionals are a distant second. If you go to Walmart in America, they have shelfs full of completes. And every discount supermarket in Germany has a promotion with skateboards at some point. It feels like every child has a skateboard at home, but how many really stick with it? The core scene is quite a niche. That’s why complete boards and longboards have a huge market share compared to individual decks.
High-quality boards are made from Canadian maple, from the region around the Great Lakes, on the border between America and Canada. There you have the ideal growing conditions. Harsh winters, optimum humidity and the trees grow very slowly and steadily. The wood is characterized by high tension combined with good flexibility, which is why it does not break easily. It is important for the quality that there are as few knots as possible. Then the boards should be pressed in individual molds. We use epoxy resin glue for our professional boards, which is particularly resilient, bonds the wood very well and has a low water content, unlike water-based glue. The more water in the glue and wood, the higher the chance that the boards will warp, especially if they are not stored properly. It is therefore important that the boards are allowed to rest for 3-4 weeks after they come out of the press and are processed further. So that they still lose moisture.
As
I said, the climate in Canada is special. Relatively extreme
temperature fluctuations, very humid climate. Maple from the border
region of China and Russia is also used, but these are different
climatic conditions and the trees grow a little faster and are not as
good quality. Professional boards mainly use Canadian maple. However,
cheaper wood is sometimes used for complete boards or dealers with
dumping prices may sometimes use cheaper wood.
Info:
It is nearly impossible to get data about how many boards are produced in total worldwide since there is no central authority that collects it and there are a lots of manufacturers and most of them won’t share their numbers. But there are articles that claim that skateboarding has a contribution in maple deforestation. Nowadays some brands consider that and get wood from responsible managed forests or are part of programs like the Forest Stewardship Council (FSC). We’ll go deeper into that in a follow up article.

Most of the woodshops that we know are supplied with finished veneers. Only the really big factories in China have complete logs delivered and produce their own veneers, because the purchase of the corresponding machines is of course a big investment. In return, they basically have full quality control. Only the middle part of a tree can be used and the wood near the bark and in the core tends to be of poorer quality. Those veneers are then used for complete boards or for the inner layers of a board. For the top and bottom you take the best veneers, because they get the most tension and should also look nice.
It’s more of a rumor that the increased price of wood has had a strong influence on the price of the boards. In the end, the influence is only in the cent range. The factory we work with has a fixed quota of wood or a fixed area with which they can plan. If they suddenly needed a lot more wood, they wouldn’t be able to get it so easily from the people they work with.
Then you order from a veneer dealer who makes veneers for all sorts of things and simply tell them the type of wood, the dimensions and how the grain should be. For one board, you need five veneers with a grain that runs lengthwise and two with a grain that runs crosswise.
"People somehow think that dyed veneers stand for quality, but in fact the opposite is the case."
People somehow think that dyed veneers stand for quality, but in fact the opposite is the case. Dyeing is an additional burden on the wood and the colors are not great for the environment either, even if the colors are better than they were 20 years ago.
When you talk to skaters, it’s always difficult to make them understand what objective quality features are. For example, if you develop a certain shape, one person thinks it’s great, another thinks it’s shit. Of course there are shapes that are technically wrong if the ratios aren’t right, but otherwise it’s a matter of taste. An objective quality feature, on the other hand, is whether the boards are pressed using the single-press or multi-press method. With multi-press, two or three boards are pressed at the same time in one mold, which means that they don’t all get the same amount of pressure and you actually want to achieve a certain compression. Another important point is that the finished pressed boards are left for 3-4 weeks before they are cut to size so that they can harden. In the past, they were cut out with a band saw and then the edges were sanded round. In modern board factories, this is now done in one step with a CNC router. If you have a lot of manual work and several work steps, then it’s possible that every board will be unique – and you don’t want that. It used to be much more manual work. Today, the boards go from the press to the CNC milling machine and then into a lacquering tunnel. As a result, less paint is lost and there are fewer emissions. The graphics are then applied by hand again.

I see it a bit like the car industry. What does Volkswagen still produce itself, for example? They are actually more concerned with planning the cars, then they order the components from the experts and only do the assembly in their factory. It would make no sense at all to try and make the boards, that we’re currently ordering, ourselves. Our supplier has 30 years of experience and we would first have to invest in all the machines. Besides, if you produce it yourself and the machine is set up incorrectly, you can throw all the boards in the bin. Sure, you can ramp up production at short notice then, but as we are a reliable customer and buy larger quantities, the factory sometimes prefers us if necessary. That’s why we decided to put all our energy and expertise into designing all deck shapes and molds on our own. Afterwards we give the deck order to the best manufacturer in our field. We end up that the perfect position for Quarter Dist. is between a woodshop and printshop, to deliver the best products.
I would say the factories in China, like DSM, are the biggest manufacturers. One step smaller are Generator and BBS from the US and then you have a few smaller ones like Control in Canada or HLC in Europe.
"You always hear about US boards, but they actually all come from Mexico (or rather Tijuana). My opinion is that the best boards come from China."
Well, relatively little is produced in America. You always hear about US boards, but they actually all come from Mexico (or rather Tijuana). My opinion is that the best boards come from China. Nobody wants to hear that. The Americans themselves don’t want to admit that because they prefer to sell everything as US. They manufacture an incredible amount in China, but don’t admit it. The really big factories are not in the USA resp. Mexico.
They have completely different possibilities in terms of machines, which means they can produce more consistently, which I see as a sign of quality. And they can also offer this at a better price. So size is crucial, at least till a certain level. When I look at how some board manufacturers work, it looks totally Stone Age to me.
Info:
We reached out to Andrea Buchetti who is just finishing his PhD in anthropology and did fieldwork in Tijuana for 14 months, where he studied the social biographies of skateboards produced over there, because we had heard that factories in Tijuana have to pay protection money to the local drug cartels. He said that the general answer might be yes, but also that it has to be contextualized in the overall political-economic framework of the border and that it varies greatly depending on the specific factory. According to him it’s a constant on the border, where the narco is a sort of para-State and it's even more evident in other economic sectors. None of the factory managers he interviewed were referencing this topic but, for instance, one of his main informants told him that a Spanish company wanted to buy the factory where the worker was employed but eventually they gave up also because of the threat of involvement of criminal cartels in order to be able to run the business.
In North America or Mexico they have a lot of experience in regards designing decks, that’s true! That’s why it’s an important thing for us to design all decks by our own and constantly adjusting them to the needs / trends.
What I sometimes hear from people, child labor, forced labor... The big skateboard factories are basically all located in southern China, in Shenzhen, the region around Hong Kong. Of course they have a different work culture, but basically production here in Europe is no different. About 150 people work in the main factory we work with. Of course, it doesn’t look like a high-tech production line in a German chipboard factory, but it’s still more of a craft business and roughly comparable to Germany. We have a very close relationship with all our factoriesand we’re visiting them every now and then. All our factories are certified both as far as working condition and safety and health goals.
Info:
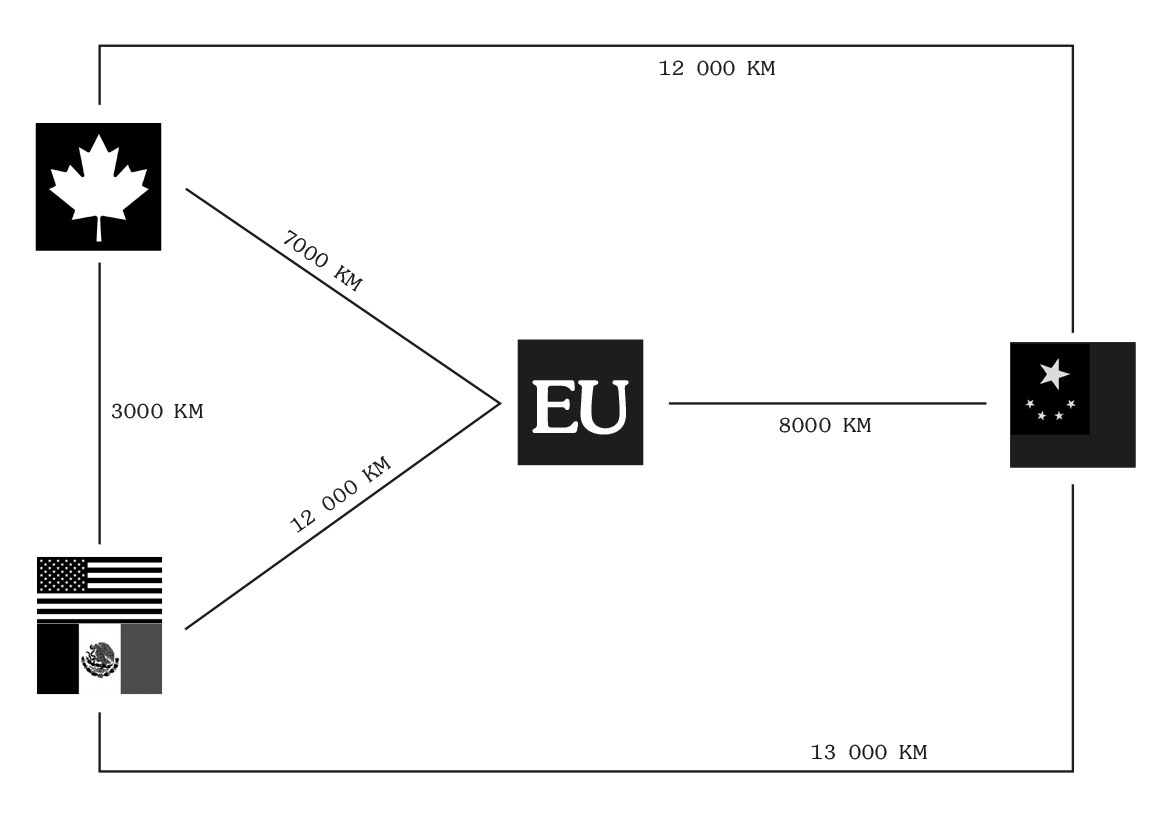
David Turakiewicz made this graphic for an article in À propos a while ago. Here you can see, that if a board is made in China and sold in Europe, it (resp. the wood) roughly travels 20k kilometers before it’s in the shop. If it’s made in China and sold in America even around 25k.
The wood goes from Canada to China, then back to America to the warehouse, from there to the distribution in Europe and then to the shops. And every player in between, including distributors, wants to earn something from the board. Some of our boards come from the same factories as the boards from US brands, but are 20€ cheaper here in Europe because there are no middlemen involved in the process. I believe the future is, producing the decks where the customer is. Licence production will become more and more important because it saves costs by preventing unnecessary steps and resources. When the decks get printed in Europe, brands are more flexible, faster and efficient because you can react way faster on changing market situations. When a graphic sells well you can make more decks in very short time and when it sales bad you dont have huge stock with old graphics and sizes nobody is asking for.
"Some of our boards come from the same factories as the boards from US brands, but are 20€ cheaper here in Europe because there are no middlemen involved in the process."
If they are produced well and stored well, then it doesn’t matter. Optimal storage is simply at a humidity of around 60%, a constant temperature of between 15 and 20 degrees Celsius and no direct sunlight. If the boards are shrink-wrapped and stored in a box, they will last a long time.
I get asked that all the time, but firstly the foil gives the board its own microclimate and secondly it protects it from scratches. If you leave it off now, the boards maybe warp and scratch and you can no longer sell them, then that’s even less sustainable.
Info:
Wood is a living material, but the boards also get coated with a clear varnish that should trap the water in the wood. However, if you leave the board in the trunk on a hot summer’s day, it may well warp again. The shrink-wrap also helps for longer transport routes. And nowadays there is eco-friendly shrink-wrap available but of course at a higher price.

Basically, water-based adhesives are of course more environmentally friendly, but epoxy adhesives deliver better quality. With water-based adhesives, the boards are more susceptible to warping and lose their pop more quickly, so the question is what is more sustainable? And you also have to say that if there is still grip on your board when you throw it away (and who removes the grip completely?), it is considered a composite material anyway and is incinerated directly. So it can’t be recycled either.
Info:
Epoxy is available in many polymers, i.e. many chemical compositions. Care must be taken when working with epoxy because for example the vapors from epoxy are harmful to health. One advantage of epoxy is the polymerization, i.e. the drying time, because epoxy hardens in 20 minutes and you can then actually continue working with the board, whereas boards with water-based glue have to lie for 3-4 weeks. As far as the stability of the boards is concerned, however, there are now also water-based glues that deliver similar results than epoxy but the changes that boards warp are still higher. Water-based glues are available in a wide variety of compositions, so it is not possible to speak of "the" water-based glue, but they are all formaldehyde-free, i.e. they can decompose without leaving any toxins behind.
Of course, there are also water-based colors and our factory in China has now eliminated some colors due to environmental regulations. For example, we can no longer make gray veneers and we can only make certain shades of red. To be honest, I can’t say exactly what is used for dyeing, but the reins have definitely been tightened and certain colors are no longer available that used to be used everywhere.
The companies that work professionally have different manufacturers. For safety reasons alone, in case a factory breaks down for whatever reason, and also to have negotiating leverage. If you don’t have a plan B, the manufacturer naturally can dictate the prices.
We have a factory for the professional boards, then we have a backup for our professional boards and another production facility for complete boards.


I know that companies that manufacture in Mexico and Europe, send their European team riders the boards from Mexico. And some pros have special ideas for their boards so the brands say: “We can make the shape for you to ride, but the one that comes into the shops is a different shape because the shape you like won’t sell.”
We trade everything in dollars and if the dollar is good, then we simply buy them and have them in our bank account. Then we have a better exchange rate than if we simply buy and it is converted on a daily basis.
Let’s take a €65 board. Without VAT, that’s 54,60. The skateshop pays the brand 32,45 for the board. The brand pays roughly 23€ at Quarter (if it's a pro board, then the pro gets around 1-2€ of this). You can see very easy there is low profit in the whole chain form the production to the customer. It all works just with making large volumes of decks.
Info:
If that sounds like shops make a lot of money with boards, that’s not quite right. They also have to pay for the shipping from the manufacturer/distributor, a lot of the times they give you free griptape and if it’s bought online it might be free shipping as well. In the end the margins for boards are small and they take up a lot of space in a shop that could be used for shoes for example, which bring way more money. Also Max is talking about their brands they sell to shops, while US brands are a bit more expensive. But the margins for boards in Germany are a bit special anyway cause they’re around 1.7 – 1.9 while they’re around 2 in other countries, which is better for the shop. At the end of the day, you don’t get rich with selling hardware.
The main problem in Germany is simply the labor costs. Then the taxation of companies is relatively high and there are many regulations. In Spain, for example, the minimum wage is much lower than here. If we were to produce boards in Germany, we would probably be at 80€ instead of 65€. At least as far as top quality boards are concerned. Of course, I can also do multipress here and use water-based glue and have already saved a few Euros again.
I would say that the truth lies in the middle. Small manufacturers that press in their garage can’t produce as quickly and don’t have as many shapes. But the big ones say you have to take at least 300 boards, you can only choose six sizes and you have to pay 50% down to get boards.
Actually, nowadays it’s pretty much all heat transfer printing, unless it’s a special board. It means that you push the board and foil through a heat transfer machine and transfer the print from the foil to the board. However, this foil can be digitally printed or screen printed (You can also still screen print directly on boards but that’s a lot more work and you have to keep the same quality for every board). There used to be problems with certain colored images with digital printing in the past, but it has become really good. Screen printing is ideal for large areas that are nicely separated from each other. Screen printing usually looks even better and you can also feel the different layers.
Info:
The heat transfer allows faster production and better quality but the downside is that the foil is another waste product.


The molds alone are really expensive. When you create a new concave, you easily pay 7-10k for the mold. That’s why smaller manufacturers are limited in their selection, because they can’t offer as many shapes.
Info:
The mold is just for the concave. Later on you cut out the shape and do the wheelbase. Normally you don’t do your own mold but use the ones available.
Embossing or laser cutting a relief is very expensive. Or if you want to put some special wood on the outer layer, which is sometimes done for longboards. If you’re working with gold or silver, then you first have to make the whole board gold and then print the foil on it, i.e. you need two printing processes.
The Everslick boards, where you see the graphic for longer, even though you slide over it – if you like that, it makes sense. With these helium layers, I think that’s total nonsense. It hasn’t caught on either. Special layers that increase stability, if it’s done well, I think it’s not bad for people who break a lot of boards. But I’ve also seen that it’s badly made and the carbon layer separates from the wood. And something like hemp or bamboo boards, they just look ugly and are also shit. The fringes look so funny on the edges. Speaking of edges, there were such stepped edges, which protected them better from splintering, which worked pretty good. But the question is whether the manufacturers are interested in making the boards last forever? And with other products, people also have the option to buy quality, lets say a leather jacket for 500€ that will last a lifetime instead of a cheap one, and it’s usually the cheap one they chose because you want a new jacket soon anyway or because you just want to save money in the short term.
Info:
Skateboards are a consumable good and therefore do not last forever. Also boards with carbon or fiberglass elements will break, they just don’t break into two pieces. Plus carbon fibre needs more energy in the manufacturing process.